



小区给水管网改造工程PE管热熔对接施工方案
小区给水管网改造工程为水务集团分公司管网改造(住宅小区)工程。本工程位于住宅小区内,共需埋设PE给水管道5578米,管径dn63至dn315不等。本工程把对PE管的热熔对接作为特殊施工过程,为保证PE管道施工质量和进度特指定本施工方案。
一、热熔对接机设备简介:
本工程PE管热熔对接设备采用杭州先创电控设备厂生产的DRJ—315热熔焊机,DRJ—315热熔焊机由夹具、铣刀、加热板、电动控制部分和液压系统组成。其采用电动铣削,液压驱动,整体结构为“分体”式,加热板由温度表直接显示温度,加热板表面有不粘涂层,电动机带动液压泵,系统的各种压力直接由调压阀手动调节。
主要技术参数:
焊接温度调节范围(°C)0—300
工作电压(V)220
加热板功率(W)2500
油泵电动功率(W)750
铣刀电动功率(W)1000
二、PE管热熔对接的要求:
a)需用专用的热熔对接机具。
b)应检查有无产品出厂合格证,并索要出厂检验报告;
c)一般适用于OD ≥ 90 mm管;管壁厚度 > 6mm。
d)适用于同种牌号、材质的管材与管材,管材与管件连接。性能相似,不同牌号材质的连接需试验验证。
e)不使用明火。
f)在寒冷气候(-5度以下)和大风环境下进行连接操作时,应采取保护措施,或调整连接工艺。
三、热熔对接连接(对接焊)工艺
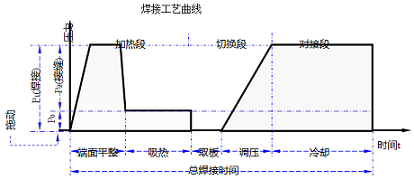
1、焊接工艺曲线和参数
聚乙烯管材的焊接一般分三个阶段,加热段、切换段、对接段,根据管子的不同规格和截面积制定其焊接参数。
焊接工艺三个重要参数:温度、压力、时间。
1).温度的确定
聚乙烯管材对接焊的最佳焊接温度为200~230℃,一般生产厂家确定为210±10℃;
是聚乙烯材料的加工温度,在材料粘流态转化温度之上,只有在这种条件下,聚乙烯产生熔融流动,聚合物的大分子才能进行相互扩散形成缠绕,得到最大的强度和高质量的焊接结果;实践证明,温度低于180℃,即使加热时间长,也不能达到质量好的焊接结果。如果温度过高,将有可能激活分子链中的C键与氧发生反应,使材料降解,聚乙烯材料将受到氧化破坏。析出挥发性的物质和气体,材料结构发生变化,生成不饱和烃,出现杂质,从而使焊接质量降低。
2).时间的确定
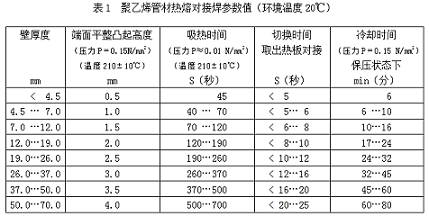
加热时间的确定:焊接端面平整后10×壁厚(mm)秒。
加热时间的长短,决定焊接的质量;是否能将温度均匀传递到焊接面及一定的深度,在转换的阶段保持最佳的焊接温度。管端面熔化的最佳时间,是随着需要加热的面积增大而增大的,更重要的是对流和辐射传播的能量,会随着管壁厚度的增加而减小。管端面的不平度,造成热量的传递不均匀,窝藏空气,产生气孔,最终影响焊接质量,所以需要和压力密切的配合,在加热的同时施加一定的压力,平整焊接面,促进塑化,形成理想的焊接面进行热传递,然后降压吸热。
切换时间的确定:10 秒内
尽可能地缩短,其端面冷却非常快,对接速度慢直接影响焊接质量。
冷却时间的确定:见表1;1.15~1.33×壁厚(mm) 分钟。
聚合物材料的导热性差,只有金属的几十分之一,冷却速度相应的缓慢,在冷却的时间内需要进行结晶,收缩,所以需要有充分的时间降到结晶温度,进行充分的晶粒生长,消除内应力,在一定的压力下冷却,避免焊接端面有缩孔。
3).压力的确定
焊接压力和冷却压力根据焊接面的截面积×0.15N/mm2;
在210±10℃的温度下,焊接时间、压力的取值,可以参照德国焊接协会DVS 2207-95的标准。
四、PE焊接操作:
1、焊接前的准备
检查清洁热板;聚四氟乙烯(PTEF)涂层损坏需更换。其最大粗糙度为2.5μm。
1)清洁油路接头后接通油路。
2)检查电源、电压、接地后接通电路,空转排气。
3)热板升温,红灯亮后预热10分钟,热板表面温度为210±10℃。
4)安装与管材规格相符的卡具(卡具的要求:卡具与管子的焊接部位不同心度小于2%)。管子的不圆度 < 5%。
2、焊接操作
1).打开机架,按工艺要求设置吸热时间和冷却时间。
2).卡管(管件);调整同心度,必要时调整浮动悬挂装置或用辊杠支架将管垫平减小摩擦力。
3).放置铣刀锁安全锁。
4).启动铣刀,闭合机架,调整压力,端面进行铣削,形成连续屑后,降压力。
5).打开机架,开安全锁,取出铣刀。
6).闭合机架,a.记录拖动压力(P0)。b.检查间隙 < 0.3mm。C.错位量 < 管壁厚10%。
7).加压到焊接压力,查管子是否卡紧。如果未卡紧或调整管子位置,需重复 (3)的过程。
8).打开机架,放加热板(焊接端面有灰尘需清洁)。
9).闭合机架加压到焊接压力(P1)=拖动压力(P0)+接缝压力(P2)。
10).观察管端凸起高度,降压至拖动压力(P0),同时按吸热计时按钮,计时开始。
11).蜂鸣器响吸热结束,打开机架,迅速取出热板,立即闭合机架,调整压力到焊接压力(P1),同时按冷却计时按钮。
12).蜂鸣器响,冷却时间到,降压力,松开卡具螺丝取管,进行下一循环。
b)焊接注意事项:
1).必须测量电网、发电机电压,保证电压220V,防机毁。
2).必须测量加负载后的电压、机器外壳接地,保证人身安全。
3).与焊接端面接触的所有物件必须清洁,保证焊接质量。
4).加热板温度指示灯必须亮(红色),保证焊接温度。
5).卡管必须留有足够的距离,保证焊接端面有效接触。
6).铣削时铣刀安全锁必须锁死,防止铣刀飞出伤人。
7).铣屑必须是连续的长屑,保证焊接端面有效接触。
8).铣削完必须先降压力,后打开机架,再停铣刀,防止端面出台阶。
9).取出铣刀、热板时不能碰伤端面,防止翻边不均匀有划伤。
10).凸起要求的高度必须是圆周,保证焊接有效面平整。
11).焊接压力必须加入拖动压力,保证有效焊接面的压力值。
12).熔融面相接触时严禁高压碰撞,保证焊接质量。
13).启动泵站时,方向杆应处于中位,保证电机无负载起动。
14).安装高压软管时接头必须清洁,防止泥沙进入液压系统。
15).机器远离酸碱或要有防护,保证机器的使用寿命。
16).必须保持机架镀铬导杆清洁勿划伤,保证不漏油和损失压力值。
17).热板必须清洁、无划伤、无油污及粘异物,保证焊接质量。
18).N68抗磨液压油六个月更换一次,勿因小失大。
19).机器的电子部分不防水,严禁进水,阴雨天施工要有防护。
20).拆卸油管必须泄压,接头加防尘帽,保证下次安装顺利。




